COMPROMETIDOS CON LA INDUSTRIA DESDE 1952

Resumen técnico:
Este procedimiento describe cómo montar y alinear correctamente un motor trifásico con reductor de velocidad, minimizando vibraciones, desgaste prematuro y fallas operativas. Incluye inspección previa, alineación y verificación post-arranque.
La instalación de un sistema motriz no es solo un proceso de ensamblaje mecánico; es una intervención crítica que determina la estabilidad, eficiencia y vida útil del conjunto desde el primer día.
El montaje de un motor trifásico junto con su reductor de velocidad constituye una operación donde pequeños errores de ejecución pueden convertirse en fallas estructurales semanas o meses después.
Cuando se analizan fallas en campo, rodamientos dañados, engranajes con micropitting, fugas prematuras en retenes o vibraciones persistentes, la causa raíz suele encontrarse en una desalineación inicial, una base inadecuada o un torque mal aplicado.
La alineación de un motor trifásico consiste en ajustar los ejes del motor y el reductor para que trabajen dentro de tolerancias precisas, evitando vibraciones, sobrecargas y fallas prematuras en rodamientos y engranajes.
En aplicaciones donde se utilizan motores industriales como el WEG W22 trifásico junto con reductores de velocidad tipo NRV063 o motoreductores integrados como el XDR37, el criterio operativo debe ser claro, el conjunto debe tratarse como un sistema dinámico único.
Este artículo presenta el procedimiento técnico para la alineación de motores trifásicos, su integración con reductores y la verificación operativa en campo, estructurado como una guía práctica para evitar fallas prematuras.
Desde el punto de vista operativo, el motor entrega potencia (kW/HP), velocidad (RPM) y par. El reductor transforma ese par y adapta la velocidad al proceso. Entre ambos existe una transferencia de carga que debe mantenerse dentro de tolerancias geométricas estrictas.
Cuando el eje del motor no coincide con el eje de entrada del reductor, aparecen cargas radiales y axiales fuera de diseño. Eso termina en:
Además, cuando la base es flexible o está mal nivelada, la alineación cambia de forma dinámica durante la operación provocando vibración crónica.
Antes de proceder al montaje de un motor trifásico, es imperativo realizar un control de calidad sobre los activos adquiridos. Un error común es asumir que el equipo llega calibrado o listo para operar tras el transporte.
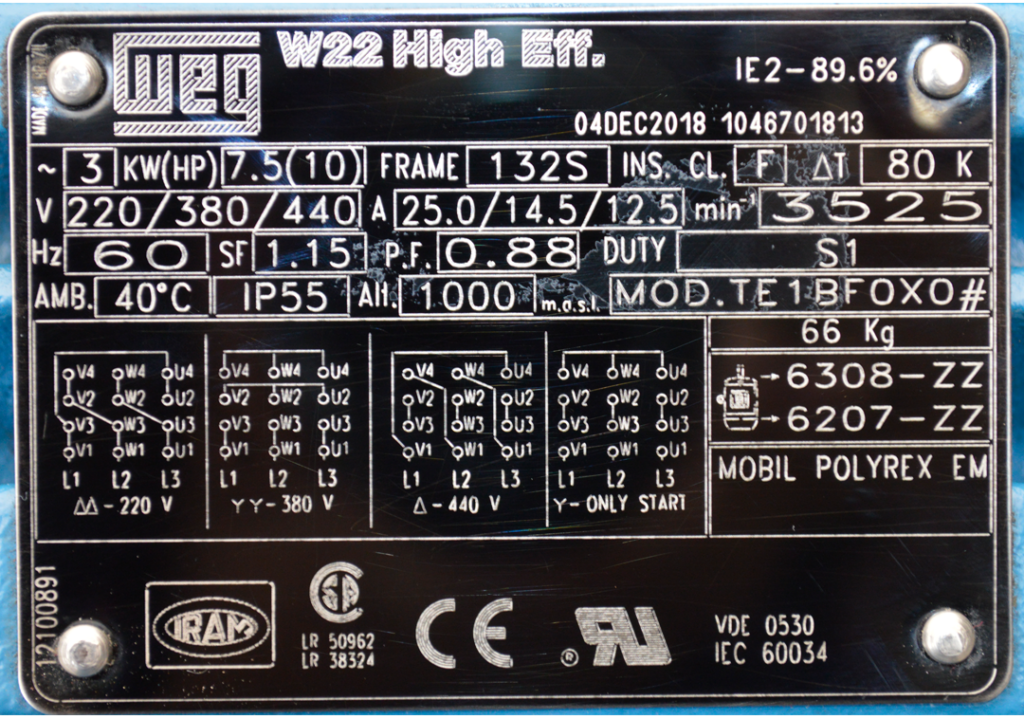
El primer paso es validar que los datos nominales del motor coincidan con los del reductor. Por ejemplo, si se utiliza un motor WEG trifásico high efficiency IE2, se debe confirmar que el reductor de velocidad NRV063 tenga una capacidad de par (torque) admisible y una velocidad de entrada compatibles.
Operar un reductor diseñado para 1750 RPM con un motor de alta velocidad sin la debida consideración provocará fallas por fatiga térmica, degradación del lubricante y pérdida de la película lubricante.
Confirma en placa/hoja técnica:
Antes de colocar el motor o el reductor, la base debe inspeccionarse para eliminar rebabas, pintura excesiva o corrosión. Una base irregular impide el contacto plano; cuando se aprietan los pernos, la carcasa se deforma ligeramente, alterando la geometría interna.
La base donde se instalará el conjunto debe tener una masa suficiente para absorber vibraciones residuales. Una estructura deficiente compromete incluso los motores de alta eficiencia.
En sistemas donde el motor y el reductor no están acoplados directamente, la rigidez de la base es aún más crítica debido a las fuerzas laterales:
Los reductores de velocidad de motores eléctricos, como el NMRV050, dependen de la gravedad. Es vital respetar la posición (M1 a M6) especificada en la placa; un error aquí es uno de los problemas comunes en el mantenimiento de reductores.

La alineación del motor trifásico es el proceso de hacer coincidir los centros de rotación de dos ejes de modo que queden colineales bajo condiciones de operación. Esta acción debe ejecutarse en frío y con método.
Primero se realiza una pre alineación visual utilizando regla metálica para comprobar que los cubos del acople estén aproximadamente en el mismo plano. Esta etapa solo corrige errores evidentes.
La alineación fina debe realizarse con reloj comparador o sistema láser. Se miden desviaciones en cuatro posiciones angulares, cada 90 grados, para identificar:
La corrección vertical se ejecuta agregando o retirando calzas bajo los pies del motor. La corrección horizontal se realiza desplazando el motor sobre las ranuras de la base.
Este proceso es iterativo. Cada ajuste modifica la lectura anterior, por lo que debe repetirse hasta alcanzar tolerancias aceptables. En aplicaciones industriales típicas están en el rango de 0.02 mm a 0.1 mm dependiendo de la aplicación.
Es importante comprender que el acople flexible no compensa errores significativos. Su función es absorber pequeñas variaciones dinámicas, no corregir mala instalación.

Antes de energizar el sistema, es fundamental realizar una inspección de “punto ciego”. Un motor perfectamente alineado, puede sufrir daños si no se verifica el sentido de giro antes de acoplar la carga, o si la protección eléctrica no está correctamente calibrada según el amperaje de placa (FLA).
Esta fase asegura que la alineación del motor trifásico realizada en frío se mantenga estable tras el apriete final de los pernos de la base. Para garantizar que ningún detalle técnico quede al azar, utilice el siguiente protocolo:
Checklist técnico y operativo definitivo
Verificación Mecánica
[ ] Base y Anclaje: ¿Se corrigió la "Pata Coja" con calzas de acero?
[ ] Lubricación: ¿El nivel de aceite es óptimo para la posición de montaje instalada?
[ ] Respiradero: ¿Se sustituyó el tapón de transporte?
[ ] Alineación Final: ¿La desviación paralela y angular es menor a 0.05 mm?
[ ] Transmisión: ¿Las poleas/sprockets están en el mismo plano y la tensión es la adecuada?
Verificación Eléctrica y Operativa
[ ] Sentido de Giro: ¿El motor gira en la dirección requerida por el proceso?
[ ] Protección Eléctrica: ¿El Guardamotor está seteado según el Amperaje de Placa (FLA)?
[ ] Torque de Pernos: ¿Se verificó el apriete de los pernos de base y del acople?
[ ] Manometría: Si el sistema tiene lubricación forzada o neumática, realice una lectura precisa de manómetros
El éxito del montaje motor trifásico se valida en las primeras 4 a 8 horas de operación continua. Durante este periodo, el sistema alcanza su “equilibrio térmico”, donde las piezas se asientan y las dilataciones de los metales se estabilizan.
Para garantizar la integridad de componentes del motor deben monitorearse los siguientes parámetros:
En el caso de transmisiones secundarias el asentamiento mecánico es inevitable. En sistemas que emplean cadena es obligatorio revisar la tensión después de las primeras horas. Una cadena que se afloja por asentamiento puede causar impactos en los dientes del sproket, reduciendo su vida útil.
Del mismo modo, si utiliza bandas tipo V, estas tienden a estirarse ligeramente al inicio. Un ajuste preventivo evita el deslizamiento y el sobrecalentamiento de la polea.
Una vez que el sistema alcanza su temperatura de trabajo, se recomienda realizar una verificación final de la alineación del motor trifásico. Los metales se expanden y una alineación perfecta "en frío" puede variar ligeramente bajo condiciones reales de carga.
Los errores más comunes en el montaje del motor trifásico y en la integración con reductores de velocidad de motores eléctricos incluyen:
Estas prácticas reducen la vida útil del sistema incluso si el equipo es de alta calidad.
En conclusión, la confiabilidad de un sistema motriz no termina con la compra de equipos de alta gama como WEG; comienza con la precisión de su instalación.
Un montaje motor trifásico riguroso y una alineación dentro de normas son las únicas garantías contra el lucro cesante por fallas prematuras. Invertir tiempo en la verificación inicial y el monitoreo térmico post-arranque transforma un gasto de mantenimiento en un activo de larga vida útil y alta eficiencia operativa.
En Zummar contamos con motores, reductores, acoples y asesoría técnica especializada para asegurar una instalación correcta desde el inicio.
Evitar errores en el montaje no es un gasto, es proteger la operación.
Optimiza tu gestión de activos con la formación técnica especializada de la Academia Zummar. Accede a guías de ingeniería, protocolos de protección y recursos técnicos exclusivos de WEG diseñados para maximizar la confiabilidad operativa de tu planta.
1. ¿Puede un acople flexible corregir una mala alineación?
No. Los acoples, solo absorben vibraciones y dilataciones térmicas. Si la alineación del motor trifásico es incorrecta, el acople trabajará forzado, transmitiendo cargas radiales que destruirán los rodamientos del motor y los sellos del reductor.
2. ¿Por qué es obligatorio instalar el tapón respiradero?
Porque el calor de la operación expande el aire y el aceite. El tapón de transporte es sellado; si no se sustituye por el respiradero, la presión interna aumentará hasta reventar los retenes.
3. ¿Qué ocurre si cambio la posición de montaje del reductor sin avisar?
Se arriesga a una falla por falta de lubricación. Cada posición determina el nivel de aceite necesario. Si coloca un en una posición para la que no fue configurado, los rodamientos superiores trabajarán secos y se griparán.
4. ¿Cómo se detecta y corrige la "pata coja" (soft foot)?
Se detecta intentando introducir galgas de espesor bajo los pies del motor antes de apretar los pernos. La corrección se realiza colocando calzas de acero inoxidable.
5. ¿Cuándo se debe chequear la alineación por primera vez?
Debe verificarse en dos etapas iniciales: primero al terminar el montaje (en frío) y, obligatoriamente, a las 48 horas de operación (en caliente). Esto permite ajustar el sistema tras la dilatación térmica natural de los metales.
5ta Avenida 9-10 calle S.O.
#81 Barrio Lempira
San Pedro Sula, Honduras.
5ta Avenida 9-10 calle S.O. #81 Barrio Lempira
San Pedro Sula, Honduras.